1. Introduction
The whole powertrain offers at least as much room for functional improvements, as the internal combustion engine, and is also needed for electric vehicles. The targets for CO2 reductions are linked to the reduction in friction (carbon taxes, energy efficiency) [1]. The contributions of the powertrain to light-weight design supports material efficiency and preserves resources. Many innovations that increased the fuel economy of cars have been offset by additions of weight. For all innovations, the increase in the lifetime of alloys and thin-film coatings contributes to the sustainability and preservation of resources.
In the period from 1980-2018, the corresponding efficiency trade-offs [2] of European Cars (OPEL Astra, VW Golf, FORD Escort) amount to 24 g CO2/km (38.6 grams of CO2 per mile) for gasoline cars and 40 g CO2/km (64.4 grams of CO2 per mile) for diesel cars. However, if the curb weights, horsepowers, and front areas remained the same as that of cars built in the 1980s, then the CO2 emissions of gasoline and diesel models could be 13% and 25% lower respectively.
Slip-rolling motion dominates the powertrain, which operates under significant to very high Hertzian contact stresses and in a wide range of slip-rolling ratios. Lightweight approaches and strong demands for friction reduction call for alternative alloys and/or thin film coated alloys interacting with evoluted additives packages and alternative base oils [1,3,4].

Figure 1: Strategies for functional improvements in highly concentrated contacts
These working axes as shown in Figure 1 create a huge testing matrix, where on top eco-toxi¬cological and strategic aspects govern the selection of materials and chemistries [5]. Therefore, meaningful tests or screening methodologies are required to reduce the dimensions and complexity of the test matrices.
Twin disk testing machines provide an optimal basis for experimentation under slip-rolling in mixed boundary lubrication regimes. The most popular two-disc test rig is the Amsler test machine, type A135, with a constant slip ratio of 10%, which was introduced in 1922. The SAE EP test machine (or SAE 2 machine) followed in the 1930s the AMSLER and used Timken test cups as specimens.
2. Tribological Testing Setup
Twin-disk testing machines provide an optimal basis for experimentation in combination of slip-rolling with high Hertzian contact stresses for operation in a mixed-boundary lubrication regime [6]. Slip-rolling testing has been carried out on a modern type Optimol 2Disk. The sample configuration of the Optimal setup is provided in Figure 2. The sample and counter body disks sit level with each other. Two electric motors drive rotation of the disks independently of each other and are synchronized by a computer. This allows the amount of slip to be freely adjusted. Lubrication is driven by a gear pump that is fed from an oil bath and heating element into the contact of the disks. This allows for greater control of temperature and circular flow of lubricant. The Optimal 2Disk tribometer is designed for extreme applications and can produce normal forces up to 5,000 N, i.e. an average Hertzian contact pressure in the present test geometry spherical on the cylinder (for R=21 mm and R1=R2=21 mm) of up to P0mean of 2.62 GPa (or P0max of 3.92 GPa). This is accomplished by way of a computer-controlled actuator that compresses a spring, fixed between the motor and axel of the cylindrical disk. All variable test parameters enable dynamic test procedures by changing these during the test. The initial contact pressure of P0max = 2.25 GPa (P0mean= 1.5 GPa) corresponds to FZG load stage > 14. At an operating temperature of 120°C, oil in ISO VG <68 and load values between 2,000 and 5,000 N, the resulting film thickness, with respect to the roughness of the disk surfaces, results in a Tallian parameter < 1, indicating boundary lubrication at the beginning of testing. The two shafts are water-cooled in order to absorb the generated frictional heat.

Figure 2: Sample arrangement of the Optimal 2-Disk tribometer
The test rig can measure the frictional force, wear rates, oil film thickness, acoustic emission, and electrical contact resistance for each test cycle, among other parameters. The 2disk enables the development of a tribological profile composed of the evolution of friction, wear and slip-rolling resistance (fatigue, should it occur) under extreme pressure conditions for a single test.
Friction, Wear and Slip-Rolling Resistance
The duration of endurance slip-rolling tests (first criterion) is typically 10-million cycles or approxi¬mately 19 days. With 430 hours at 120°C, this includes a kind of ‘oxidative aging’ for the tested base oil with the respective additives. The second criterion for the termination of the tests is the occurrence of a damaged area larger than 1 mm², which is the size of the contact area for this type of disc, at an average Hertzian pressure P0mean of 1.5 GPa. In order to quantify the volumetric wear rates of the surfaces after testing, four profiles on each sample were taken perpendicular to the sliding direction spaced at an angle of 90°. Averaging these four profiles enables deduct the planimetric wear area Wq, which in turn permits the calculation of the volumetric wear rate kV [mm³/Nm] according to Equation 1.
with V as worn volume, FN as normal force applied, and L as sliding distance. The wear volume is equal to the average planimetric wear area Wq on disk times the circumference of the sample.
All slip-rolling endurance tests were carried out under lubrication with the synthetic factory fill engine oil SAE 0W-30 “VP1” (ACEA A3/B4, 120°C= 6.53 mm²/s, HTHS= 3.0 mPas, sulphated ash of 1.20 wt.-%.) as reference. The polyalkylene glycols were ash-, metal- and polymer-free. PBG20 was an oil-soluble polybutylene glycol (120°C= 5.43 mm²/s) and PPG S48 an oil tolerant polypropylene glycol monobutylether (120°C= 6.41 mm²/s).
Frictional Response of Additives and Base Oils
The carrier (test) oil (“VPX”) used in the frictional response tests, therefore, contained no AW/EP, VI improvers, detergents or dispersants, but only antioxidants and anti-corrosion additives. For this test-phase, the conditions were: n= 500,000 slip-rolling cycles at Toil= 120°C under P0mean= 1.5 GPa (P0max= 2.25 GPa), 10% of slip, test time= 21.4 h, fresh (unused) tribo-couples were used for each additive and test. The frictional response of the additive tested is displayed via the evolution of the coefficient of friction. For this, 500,000 cycles were found to be sufficient. It is not intended to reach a steady-state regime for the COF. The additives need to ‘show/prove’ their friction-reduction capabilities within the first 500,000 slip-rolling cycles.
3. Slip-Rolling Results
3.1 Endurance Tests
Thin-film coatings or alternative steels are also important in view of any frictional response, but they have to be slip-rolling resistant. In consequence, the evolution of the coeffi¬cients of friction is of importance, and they need to be endurance tested until 10 million cycles. The application of thin-film coatings [7,8] on the cylindrical test sample remarkably reduced the friction values of a given engine oil (see Figure 3), and this reduction is not only related to diamond-like carbon (DLC). The lowest friction was achieved by a ta-C-type film, but this batch was not sufficient slip-rolling resistant [9].
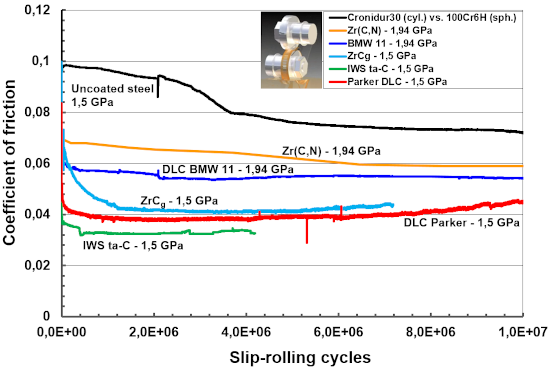
Figure 3: Evolutions in coefficients of friction of thin-film coatings slip-rolling endurance tested at P0mean = 1.5 GPa and T = 120°C in SAE 0W-30 engine oil
Taking the martensitic steel 100Cr6 (AISI 52100) and the martensitic nitrogen alloyed steel Cronidur 30® as references for ball/roller bearings, Figure 4 displays for P0mean = 1.5 GPa (or FZG >14) and uncoated steel couples a clear potential for friction reduction just by alternative metallurgies, such as the silicon-alloyed spring steel 45SiCrMo6 [10] and the molybdenum-alloyed 36NiCrMoV1-5-7 [11]. The always visible reduction in coefficients of friction versus test time is due to the smoothening of the surfaces by running-in. 45SiCrMo6 and 36NiCrMoV1-5-7, both uncoated and without thermo-chemical treatments, displayed at P0mean = 1.5 GPa a frictional level comparable to the best thin films.
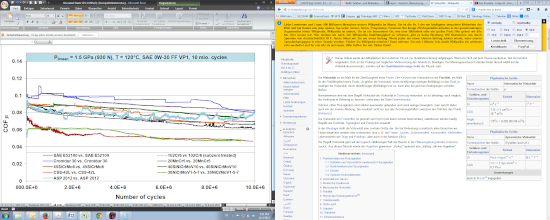
Figure 4: Evolutions in coefficients of friction over the test period of 10 million load cycles at P0mean = 1.5 GPa and T = 120°C in SAE 0W-30 engine oil with uncoated steels
In summation, a technical competition function/cost-wise prevails between thin-film coatings and alternative, uncoated steels regarding the tribological profile. Alternative slip-rolling materials suited for highly concentrated slip-rolling contacts [10], like CSS-42L, ASP2012, BIMAX42+, Cronidur 30 or 36CrNiMoV1-5-7 have annealing temperatures above 300°C and offer higher strength and fracture toughnesses than state-of-the-art slip-rolling alloys, like through-hardened 100Cr6H (AISI 52100) or case-hardened 20MnCr5 (AISI 5120H). Improved strength and toughness represent key properties to reduce the size and mass of components.
3.2 Frictional Response of Additives
The frictional responses of individual additives blended by 1 wt.-% to carrier (test) oils lubricating self-mated couples of an uncoated spring steel (40SiNiCrMoV10 (UNS K54015), named as NC310YW; ~57 HRC, KIC ~52 MPam) are shown in Figure 4 as the evolution of the coefficients of friction until 500,000 cycles [12]. As shown in Figure 5, the 500,000 cycles are sufficient in order to identify the initial frictional response. The carrier (test) oil for each additive was a synthetic hydrocarbon (PAO) and contains only additives for corrosion protection and antioxidants. For comparison, the representations also contain the evolutions of coefficients of friction of the fully formulated oils as shown on the right side of Figure 5. For most additives, the frictional response at 120°C under P0mean of 1.5 GPa is seen within 100,000 cycles and stabilizes from this point on. Some chemicals offered in the hydrocarbon-based carrier (test) oil VPX reductions in friction below 0.06 down to 0.035, which is comparable to the range of thin-film coatings, when both tribo-elements were coated (See Figure 2). Molybdenum dialkyldithiocarbamates [CAS: 71342-89-7], well known for their potential for friction modification (FM) and represented in Figure 5 as organomolybdenum, reduced significantly the friction followed by organo-bismuth compounds (like bismuth dodecylbenzene¬sulfonate) [13].

Figure 5: Frictional response of additives under slip-rolling in a modified factory fill SAE 0W-30 engine oil “VPX” at +120°C and P0mean = 1.5 GPa (P0max= 2.25 GPa)
Figure 6 displays the action of polyalkylene glycols (PAGs) on the evolution of coefficients of friction of steel alloys under P0mean of 1.94 GPa and mixed/boundary lubrication. The friction reducing effect of alternative steels, like V300 (45SiCrMo6, 1.8062) is more pronounced than for the different types of fully-formulated PAGs, which were deemed to reduce friction [14].
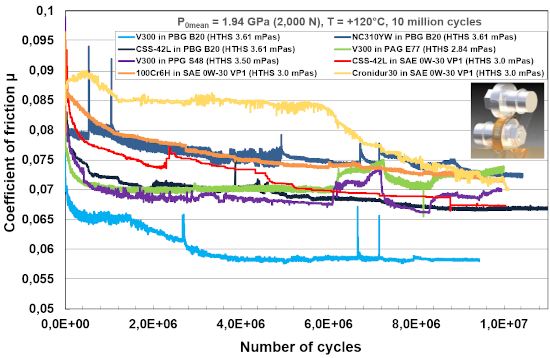
Figure 6: Evolution of coefficient of friction of self-mated, uncoated steels in polyglycols
Conclusions
2Diskâ represents a new screening methodology in order to discriminate the fric¬tio¬nal respon¬se, wear behavior and fatigue of tribocouples under slip-rolling, and this tribological profile is complementary to bench tests. The presented test methodologies are a valuable tool to discriminate between alloys, thin-film, base oil, and additives as well as of combinations of thereof. The 2Diskâ facilitates and shortens the screening of oils, additives, materials and coatings, and the development of products. The 2Diskâ is a mea¬ning¬ful tool for multi-disciplinary co-engineering between metallurgy, coatings (thin films), additives, and base oils.
Dr. Raj Shah has a Ph.D. in Chemical Engineering from Penn State University and has been a Director at Koehler Instrument Company for the last 25 years. He has a Bachelors degree in chemical engineering from UDCT ( ICT ) and is a recipient of distinguished alumni award from ICT. He also holds a Fellowship from the Chartered Management Institute in London.
He has been active in ASTM over 2 decades and a recipient of the ASTM Eagle award. He is the co-creator and co-instructor of the new ASTM hands-on Fuel technology course. He has been elevated to the grade of a Fellow by his peers at NLGI ( USA), STLE ( USA ), AIC ( USA), Energy Institute (UK) and the Royal Society of Chemistry (UK), Institute of Chemical Engineering ( UK), Institute of measurement and control ( UK) and the Chartered Management Institute (UK) and can be reached at [email protected]. More information on Raj can be found at https://www.nripulse.com/prominent-ny-scientist-dr-raj-shah-honored-by-the-institute-of-chemical-engineers/.
Dr. Mathias Woydt is managing director of MATRILUB Materials - Tribology - Lubrication, with more than 34 years of experience in R&D and product development and with more than 300 publications and 51 priority patents filed. He is also the board member of the German Society for Tribology. More information on Raj can be found at https://www.linkedin.com/in/mathias-woydt-33080533/. He can be reached at [email protected]
References
1. M. Woydt et al. Tribology in Germany Interdisciplinary technology for the reduction of CO2-emissions and the conservation of resources , Publisher: The Gesellschaft für Tribologie e.V, Adolf-Fischer-Str. 34, D-52428 Jülich (Germany), September 2019; online available at https://www.gft-ev.de/de/home_de/
2. M. Weiss, L. Irrgang, A.T. Kiefer, J.R. Roth and E. Helmers Mass- and power-related efficiency trade-offs and CO2 emissions of compact passenger cars, Journal of Cleaner Production 243 (2020) 118326
3. L. Girard, S. Tung, M. Woydt, D. Bachelder AUTOMOTIVE ENGINE LUBRICANTS, In: ASTM MNL37 Fuels and Lubricants Handbook, 2019, Chapter 20, p. 753-864, ISBN-13: 978-0-8031-7089-6
4. M. Woydt Non-petroleum-based, No/LowSAP and bio-no-toxicity Engine Oil Development and Testing, ASTM-Book “Automotive Lubricants and Testing”, 2013, Chapter 18, ISBN 978-0-8031-7036-0; ASTM stock #: MNL62
5. S. Toyoda All Toyota tribological innovation to realize “Zeronize” and “Maximize” society, Tribology Online, Vol. 2, No. 1, pp. 19 – 22, 2007 [Japanese Society of Tribologists, www.tribology.jp]
6. C. Scholz Low friction slip-rolling contacts – Influences of alternative steels, high performance thin film coatings and lubricants, Doctoral Thesis, Technische Universität Berlin, 2012, BAM-Disser¬tationsreihe (BAM dissertation (Ph.D.) series) – Band 96 (Vol. 96), ISBN 978-3-9815360-2-7.
7. C.-A. Manier, I. Dörfel, H. Ziegele, J. Barriga and J. Goikoetxea and M. Woydt Zirconium-based coatings in highly stressed rolling contacts as alternatives to DLC and ta-C coatings, WEAR 2010, Vol.269, issues 11-12, p. 770-781
8. C-A. Manier, G. Theiler, D. Spaltmann, M. Woydt, H. Ziegele Benchmark of thin film coatings for lubricated slip-rolling contact,s WEAR 268 (2010) 1442-1454
9. M. Woydt, C.-A. Manier, A. Brückner and V. Weihnacht Slip-rolling resistance of ta-C and a-C coatings up to 3.000 MPa of Hertzian contact pressure, Materialwissenschaft und Werkstofftechnik, 2012, 43, No. 12, p. 1019-1028
10. J. Burbank and M. Woydt Comparison of slip-rolling behaviour between 20MnCr5 gear steel, 36NiCrMoV1-5-7 hot working tool and 45SiCrMo6 spring steel WEAR 328-329 (2015) 28–38
11. C. Scholz, M. Woydt and H. Mohrbacher Slip-rolling resistance and load carrying capacity of 36NiCrMoV1-5-7 steel,
ASTM Journal Materials Performance & Characterization, 2014, Vol. 3 (1) http://dx.doi.org/10.1520/mpc20130022
12. M. Woydt and C. Scholz Slip-rolling resistance of alternative steels under high contact pressures in engine oils,
In: Bearing Steel Technology, 10th volume, ASTM STP 1580, Ed.: J. M. Beswick, American Society for Testing and Materials International, West Conshohocken, PA, 2014, p.210-238, ISBN 978-0-8031-7605-8 http://dx.doi.org/10.1520/mpc20130022
13. M. Woydt, J.-T. Burbank and D. Spaltmann Generation of Defined Tribofilms and Their Stability under Slip-Rolling in a 2Disk Test Rig, ASTM Journal Materials Performance and Characterization 2018, Vol. 7, No. 3, 213-225 DOI:10.1520/MPC20170078
14. M. Woydt Polyglycols as Engine Oils, In: Encyclopedia of Lubricants and Lubrication; Ed.: Theo Mang, Springer, 2014, ISBN 978-3-642-22646-5