Vacuum pumps are real workhorses in many labs, supporting applications as varied as filtration, evaporation, freeze-drying and mass spectrometry. Yet scientists and technicians are often unfamiliar with how to select the right pump and protect it to ensure long, reliable service.
Deeper vacuum isn’t necessarily better. Measured on an absolute scale like millibar (mbar), perfect vacuum is equal to zero millibar, and atmospheric pressure at sea level is about 1000 mbar. A few hundred millibar are needed for filtration and aspiration, a few millibar for evaporative work, 10–3 mbar for freeze-dryers and molecular distillation and 10–6 mbar or deeper for a mass spec. As you can see, orders-of-magnitude differences in vacuum are needed for various applications, and different pumping technologies are optimized for different vacuum ranges. To get the best performance, you need a pump that operates in the range required for your application. A pump designed to evaporate liquids is not useful if what you want to do is filter and collect them!
Once the vacuum level that will optimize operations is identified, you need to figure out how big a pump is needed, that is, the pumping speed or free air displacement required by your application. But there’s a hitch. Pumping speed is specified by how fast the pump can move air when no vacuum is being created. Well, that’s not helpful; if you wanted a fan, you wouldn’t be buying a vacuum pump! So you need to confirm how fast the pump can move air, gases or vapors at the vacuum depth needed for your application. Pumps with the same specification can differ by a factor of 3 or even 5 in their pumping speeds as the vacuum limit of the pump is approached. That could dramatically affect process times. You may be able to save money and buy a smaller pump if you find one with a high pumping speed at your working vacuum. The best way to compare pumps is to ask vendors for their pumping speed curves, or specifically what speed each pump can provide at your target vacuum level (Figure 1).
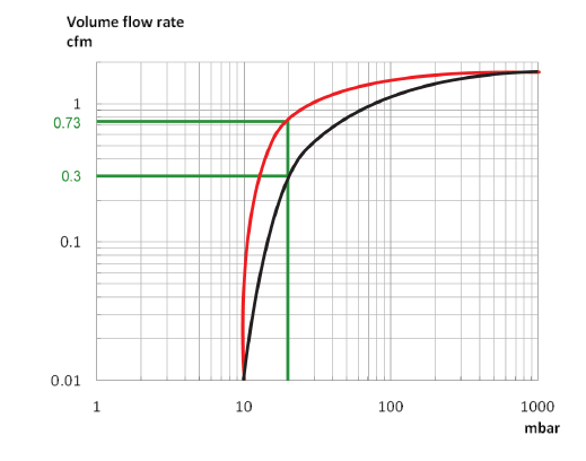 Figure 1 – Check pumping speed at your working vacuum level. One pump offers almost 2.5× higher pumping speed at 20 mbar, despite identical specifications.
Figure 1 – Check pumping speed at your working vacuum level. One pump offers almost 2.5× higher pumping speed at 20 mbar, despite identical specifications.The next tip is to never buy an oil-sealed pump if an oil-free (dry) pump will suffice. For some applications, only an oil-sealed pump will provide the vacuum depth you need. But for most lab applications—such as drying, evaporation, aspiration, filtration, degassing, concentration and solid-phase extraction (SPE)—an oil-free diaphragm pump will provide not only vacuum in the appropriate range, but will also be cleaner, quieter, more chemical resistant and require less maintenance. Some diaphragm pumps are rated for 15,000 hours of operation before first service. In a lab that uses vacuum 40 hours a week, 15,000 hours amounts to more than 7 years without service. Compare that with the oil changes needed every few months for oil-sealed pumps. Further, diaphragm pumps can provide excellent vacuum control when required, as well as the ability to capture waste solvent vapors instead of exhausting them to the atmosphere through fume hoods and building exhaust systems.
Now that you have selected a pump, how do you ensure it will serve you well for years to come? Follow the 7 Golden Rules for Oil-Sealed Vacuum Pumps or the 8 Rules for Diaphragm Pump Success.
The 7 Golden Rules for Oil-Sealed Vacuum Pumps
Rule 1. Read the manual and check the oil regularly.
Change the oil according to the manufacturer’s schedule or if the oil looks dirty, smells bad or has an unusual consistency. Clean oil will be colorless or light yellow; dirty oil may be black or viscous like mayonnaise.
Rule 2. Warm up the pump before use.
Run the pump for 20–30 minutes with the inlet blocked before connecting to your vacuum application; fewer vapors will condense in warm pump oil than cold oil.
Rule 3. Never block a pump outlet.
Blocking the pump outlet, at best, will cause the pump to stop. At worst, the overpressure condition in the pump may loosen the seal around the oil sight glass, causing it to leak and need repair.
Rule 4. Use an inlet cold trap.
A cold trap at the inlet protects the pump from corrosive vapors and reduces the vapor load on the pump. Make sure it is cold enough for your solvents, using liquid nitrogen, for example, for very volatile solvents.
Rule 5. Protect the pump oil from particulates with an inlet filter.
Use an inlet separator to keep abrasive particulates out of the pump oil and rotating mechanism.
Rule 6. Use the gas ballast (continuous purge system) when working with condensable vapors.
The gas ballast on a vacuum pump uses air to transport condensates through the pump to the outlet, purging some of them from the oil and extending service intervals.
Rule 7. Run the pump briefly after use to clean the oil.
Before shutting off the pump, disconnect it from the application, block the pump inlet, open the gas ballast and run the pump for a few minutes. This will purge many solvents dissolved in the oil, reducing internal corrosion during shutdown.
8 Rules for Diaphragm Vacuum Pump Success
Rule 1. Choose the right pump.
If your applications involve corrosive gases or vapors, including acids, organic solvents or bleach, choose a pump with chemical-resistant wetted surfaces. Pumps with fluoropolymer diaphragms, valves and head covers will be unharmed by the corrosive vapors that will shorten the life of pumps designed for noncorrosive environments.
Rule 2. Read the manual.
Follow the manufacturer’s guidelines for safe operation and periodic pump maintenance.
Rule 3. Protect the pump from particulates and liquids.
Equip the pump with an inlet separator, a glass “catchpot” that captures particulates and liquids before they enter the pump, so that only vapors and gases get through.
Rule 4. Minimize the risk from condensable vapors.
If you’re working with condensable vapors, use the pump’s gas ballast to keep condensation from accumulating in the pump. Liquids are not compressible and can damage the pump mechanism.
Rule 5. Never block the pump’s outlet.
Blocking the exhaust from the pump can harm valves within the pump, leading to loss of vacuum and downtime for repair.
Rule 6. Consider digital pump controls for convenience and productivity.
For operations that require careful management of vacuum, choose a pump with electronic controls that can optimize processes, freeing you from tedious oversight while protecting your samples.
 Figure 2 – Exhaust condenser mounted on vacuum pump (cylinder in foreground) supports lab sustainability goals by capturing as much as 90% of waste vapors.
Figure 2 – Exhaust condenser mounted on vacuum pump (cylinder in foreground) supports lab sustainability goals by capturing as much as 90% of waste vapors.Rule 7. Protect lab staff and the environment.
Use emission condensers on the pump to capture waste solvent vapors and collect them for reuse or proper disposal. Be considerate of neighbors and contribute to sustainability goals by minimizing release of waste vapor emissions through building exhaust systems (Figure 2).
Rule 8. Clean the pump before storage.
As with oil pumps, it is always best to run the pump for a few minutes with the gas ballast valve open after operation to blow any residual vapors through the pump before storage so that corrosive vapors don’t condense in the pump as it cools after shutdown.
Conclusion
The many different qualities of vacuum and the attributes of various pump technologies affect the suitability of a pump to meet specific needs. To be sure you select a pump that best serves your application requirements, it is always best to speak with a manufacturer’s rep about your needs before ordering a pump. For online help selecting a lab vacuum pump, visit http://tinyurl.com/hrb43qv.
Peter G. Coffey is vice president, Marketing, VACUUBRAND, Inc., 11 Bokum Rd., Essex, Conn. 06426, U.S.A.; tel.: 860-767-5341, ext. 118; e-mail: [email protected]; www.vacuubrand.com